зварка плаўленнем, пры якой канцы дэталей, што злучаюць, награваюць электрычнай дугой Дугавы разрад запальваецца паміж вырабам і электродам або толькі паміж электродамі. Цяпло дугі плавіць метал вырабу і электрода (пры няплаўкім электродзе — прысадачнага прутка). Ванна вадкага металу, што ўзнікае ў месцы зваркі, пры астыванні моцна злучае вырабы.
Адрозніваюць Д.з.: ручную і аўтаматычную; плаўкім (стальным, алюмініевым, медным і з іх сплаваў) і няплаўкім (вальфрамавым, вугальным, графітавым) электродамі; газаэлектрычную зварку, зварку пад флюсам (які ахоўвае метал ад акіслення і азатавання; робіцца спец. трактарам для Д.з.), пакрытым электродам (з ахоўнай абмазкай), сціснутай дугой (гл.Плазменная зварка). Пры Д.з. выкарыстоўваюць пастаянны ток (ад зварачнага пераўтваральніка) або пераменны (ад зварачнага трансфарматара). Д.з. выкарыстоўваецца пры вытв-сці зварных канструкцый, а таксама для наплаўлення, часам рэзання металаў, злучэння шкла, фарфору, пластмас і інш. Адкрыта ў 1881 М.М.Бенардосам. У 1888 М.Г.Славянаў распрацаваў спосаб Д.з. з металічным плаўкім электродам, пабудаваў першы зварачны генератар пастаяннай а току.
Літ.:
Гл. пры арт.Зварка.
М.М.Кунцэвіч.
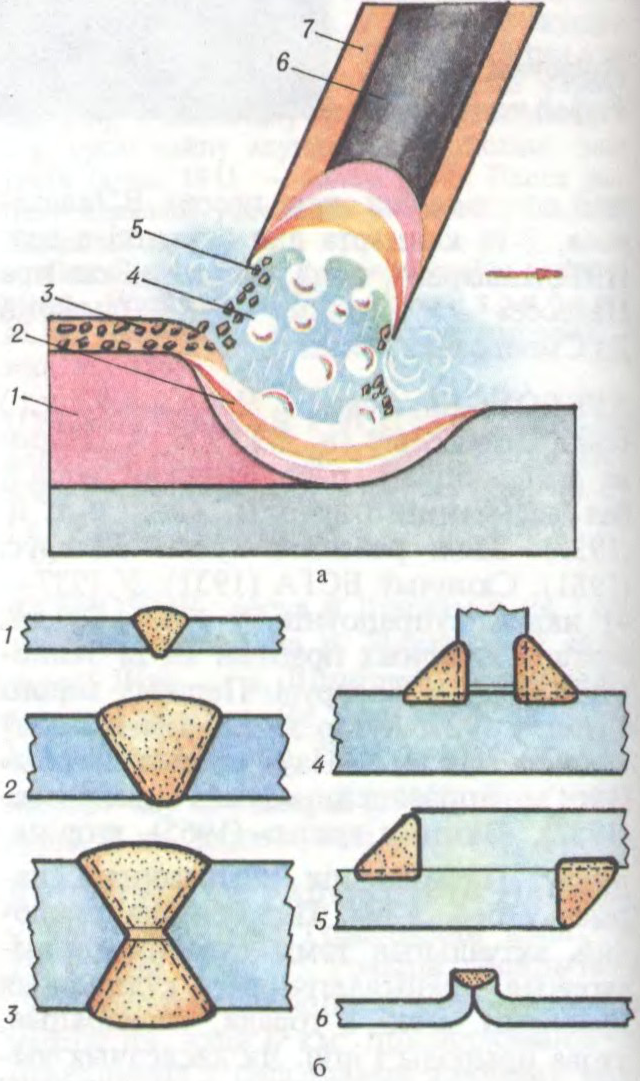
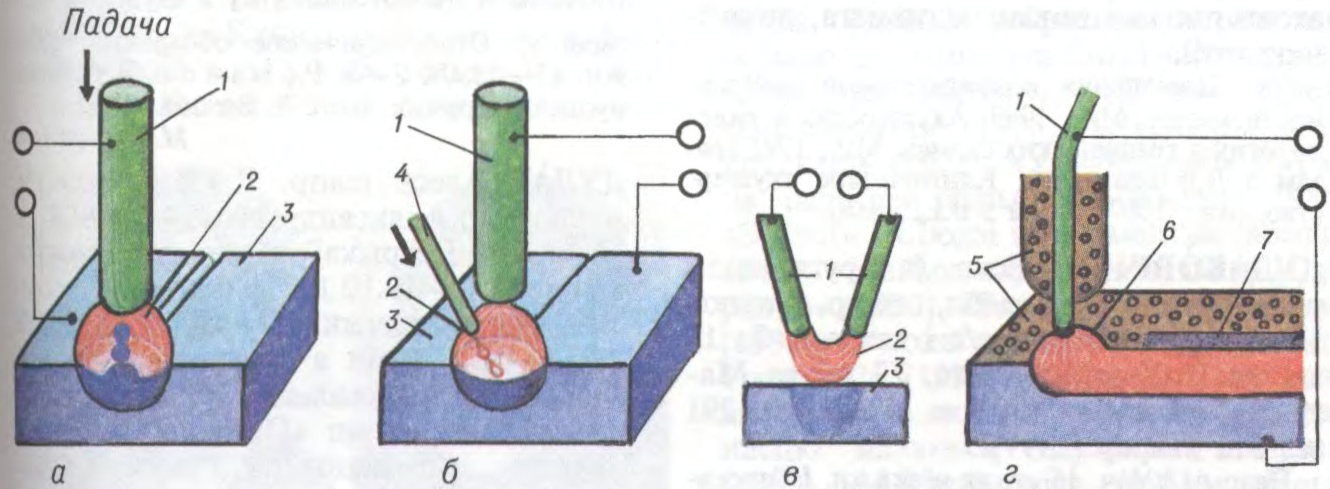
Дугавая зварка: а — пакрытым электродам (1 — метал шва, 2 — расплаўлены метал, 3 — шлакавая корка, 4 — кропля металу электрода, 5 — расплаўленае пакрыццё, 6 — металічны стрыжань электрода, 7 — пакрыццё); б — тыпы злучэнняў (1—3 — стыкавыя, 4 — таўровае, 5 — унакладку, 6 — з адбартоўкай краёў).Схемы дугавой зваркі: а — плаўкім электродам; б — няплаўкім электродам; в — дугой ускоснага дзеяння; г — пад флюсам; 1 — электрод; 2 — дуга; 3 — загатоўкі, якія зварваюцца; 4 — прысадачны пруток; 5 — грануляваны флюс; 6 — ахоўны газавы пузыр; 7 — шлакавая корка на зварным шве.